

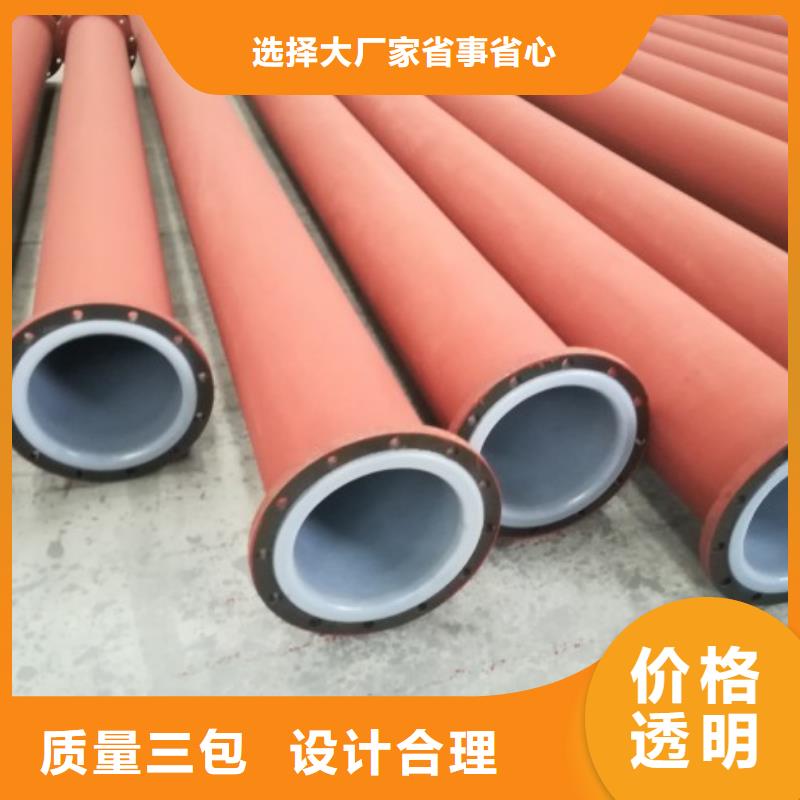



我公司专业生产化工厂衬塑管道、钢衬塑复合管道、碳钢衬塑管、钢衬聚烯烃管道等防腐管道。
衬塑管道广泛用于化工、电力、冶金、食品、水处理等行业的介质输送及环保处理系统。
衬塑钢管技术指标:
. 衬塑钢管,化工防腐钢衬塑管技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
二. 衬塑钢管,化工防腐钢衬塑管工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
洛阳电厂衬塑管道 衬塑直管厂家
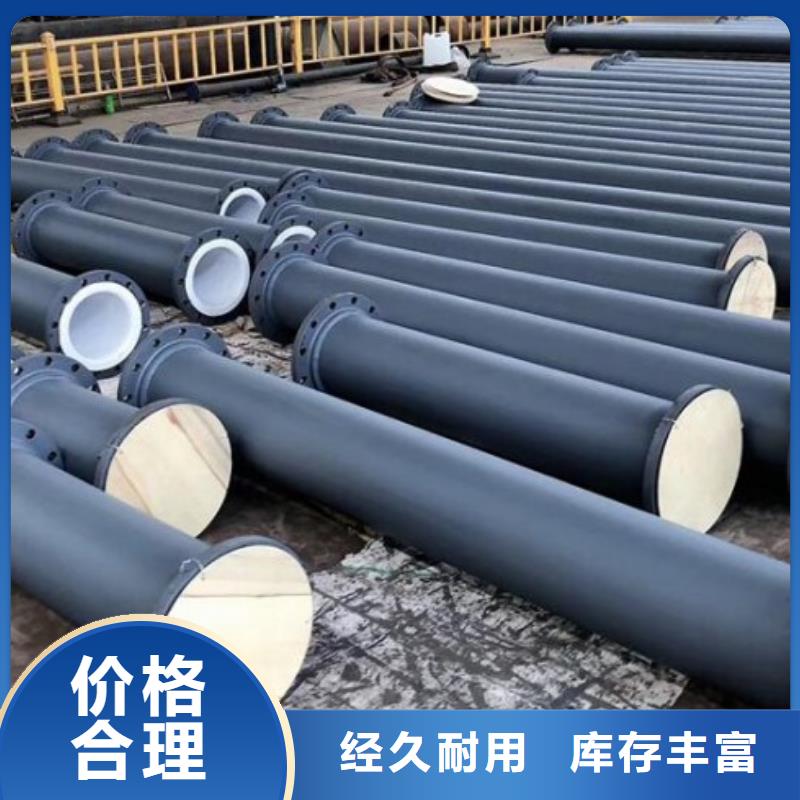
我公司从事研发生产PE衬塑管道有:钢衬聚丙烯管、钢衬聚氯乙烯管、钢衬聚乙烯管,钢衬聚烯烃管的生产厂家,价钱实惠,型号品种齐全。
衬塑管道以独特的防腐性能,低廉的价位,迅速得到火电厂、钢铁、冶炼、煤炭、矿山、化工、环保等行业的热宠。
衬塑钢管工程案例:
武汉汉口绿色能源有限公司化工车间管道项目(1500m衬塑钢管及管件)
金驹集团煤矸石发电厂衬塑项目(1200米钢衬PO管)
福建省邵武市化工厂 (车间钢衬PTFE管道及管件)
广西南宁腾创商贸有限公司(南宁化工厂盐酸输送用PO管道)
广东湛江劲力机械设备有限公司(化工车间衬塑钢管)
北京慧翔科技有限公司钢衬PO直管及管件 (永银化工)
辽宁赢创三征(营口)废水资源化项目(衬PTFE管道104)
浙江锦江集团电厂回水管道项目(1200m钢衬PE管道及配套管件)
宁夏宝丰能源集团有限公司焦化厂硫铵改造项目(钢衬PTFE管道)
乌鲁木齐阜康电石处理、锅炉水处理项目 (衬塑钢管)
河南省濮阳市中原油田污水处理厂气体压力输送管线改造项目(钢衬PO管道)



纵横机械制造(绍兴市分公司)是集生产,加工,销售为一体的民营企业。公司主要生产销售 双面涂塑管道等各大行业。公司秉承技术先进,客户至上,诚实守信的核心价值观。生产,优异品质,保护环境是我们的承诺。我们将用优良技术和精益求精的工作作风竭诚为广大新老用户提供质优的产品,优良的服务。高品质的服务理念缔造未来,诚信、创新企业文化。自信、自律,自立、自强:为客户提供高质量和大价值的专业化产品和服务,以真诚和实力赢得客户的理解、尊重和支持。员工:信任员工的努力和奉献,承认员工的成就并提供相应回报,为员工创造良好的工作环境和发展前景。市场:为客户降低采购成本和风险,为客户投资提供切实保障。发展:追求永续发展的目标,并把它建立在客户满意的基础上。


PE PO等化学稳定性优良的热塑性钢衬塑管道,完全采用先进的科学方法技术,将衬塑管融为一体,是一种新型的防腐管道,它既具有钢管的机械强度性能,又有塑料管耐腐蚀,不结垢,不易生长生物,又能保证输送介质的纯度等优点,是目前取代衬橡胶,搪玻璃,玻璃钢的耐腐蚀产品。其使用寿命超过不锈钢管道,是输送酸、碱盐、气体、矿浆等理想防腐管道、管件(包括弯头 三通 四通 大小头等)全部采用整体钢外壳,内衬塑料整体压注成型。没有任何塑料焊缝,是国内*.完全克服了有的塑料(如:PP等)焊接性能差的缺点,使产品更加可靠,成为我国防腐管道的升级换代产品,为无溅流输送提供了可靠保证,防腐设备(内衬PO F4和F40)非标设备,储罐,贮罐,贮槽 ,塔节,容器,斧具有价廉质优的特点,无任何衬里接缝,可耐正,负压,并一次滚塑成型。
钢衬PO管道 钢衬PE管道性能:
(1)钢衬PO管道工作压力:正压1.6MPa,负压96Kpa
(2)介质工作温度:-15℃~+110℃
(3)钢衬PO管道耐腐蚀性:除浓硝酸、发烟、 等强氧化性酸外,能耐大多数的有机和无机酸、碱、盐对应力腐蚀的抗腐蚀的抗腐性良好,在下100℃以下温度,其耐腐蚀性可参阅“防腐数据手册”
钢衬PO管道 钢衬PE管道在衬塑成型过程中,工件被整体加热,使钢件表面所吸附的水份蒸发,表面孔中所藏气体膨胀逸出。钢塑结合面没有丝毫的空隙,通过龟甲网强化的钢塑结合力和分散衬层应力,使容器衬里不龟裂、耐冲击,能在100℃、真空720mmHg的负压条件下使用仍不脱落,特别适应大型容器衬塑防腐。
钢衬PO管道 钢衬PE管道产品特点:
任何形状钢件均可衬;
衬里致密性高,整体性强,无内应力;
无接头,无焊缝;
钢塑结合无空隙,耐负压,不脱落,不龟裂;
钢衬PO管道 钢衬PE管道技术要求:
1、外钢件按用户图纸及 有关标准进行设计制造、试验和验收。
2、设备衬前吹干,除绣,除污,焊缝处焊瘤、焊渣等,表面打磨成圆弧过渡。
3、原料要求:选用南韩或加拿大杜邦公司生产的原料。
4、外观要求:衬层应光滑平整、无气泡、裂纹、分层等缺陷存在。
钢衬PO管道 钢衬PE管道检测方法:
①观察衬层有无气泡、裂纹。
②采用25KV高频电火花检测无电弧。
③根据用户提出的方法双方协商解决。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
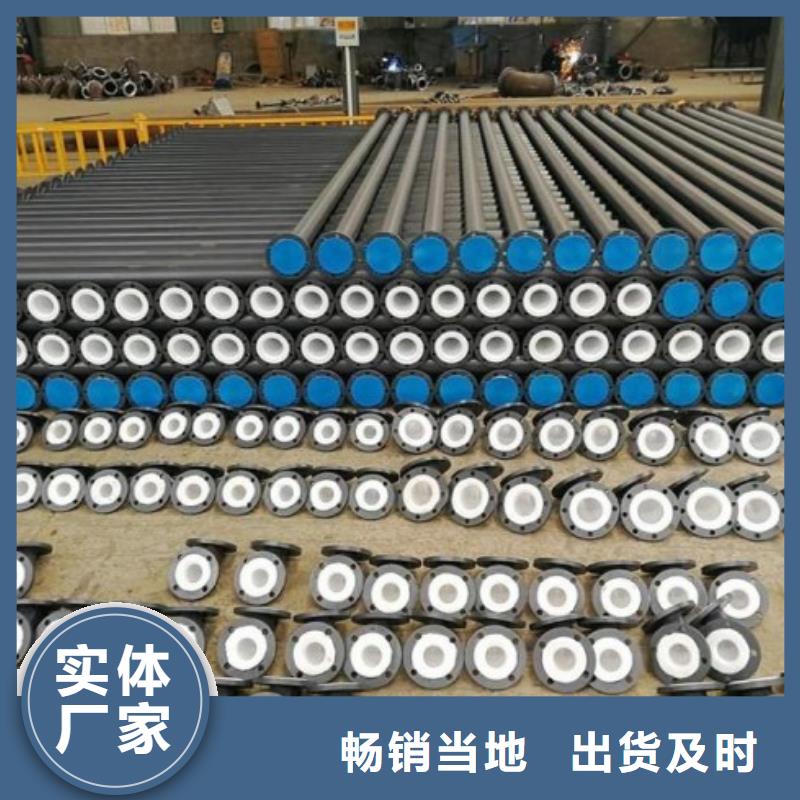
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。


